





纳米体育塑胶模具,一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式塑料模具的简称
(1) 大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。
(2) 细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统纳米体育。
(3) 热流道模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
塑胶模具包含六大系统,分别是浇注系统、成型系统、顶出系统与成型机构、排气系统、冷却系统和定位与导向系统;
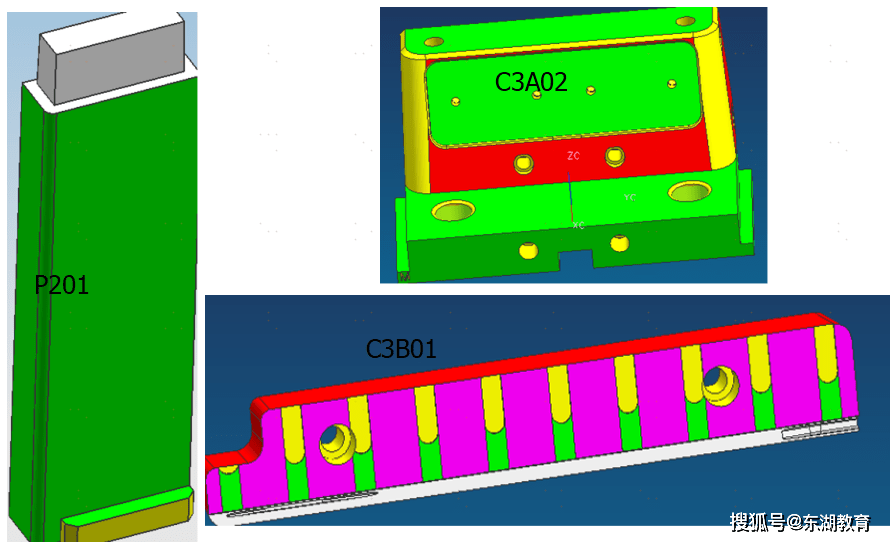
把前模型腔第一块板用A0表示,第二块板用A1表示;依此类推。后模型腔第一块板用B0表示,第二块板用B1表示,依此类推;编号为;模具编号+模板序号。如图例:
镶块→C; 镶芯→P; 前模→1; 后模→2; 行位,斜顶→3; 其他→4,5
1)前模零部件: C101→C1××(主镶件) P101→P1××(镶芯)
2)后模零部件: C201→C2××(主镶件) P201→P2××(镶芯)
4)斜顶、直顶零部件: C3B01→C3B××(斜顶头、斜顶、直顶块、带形状的方顶等)
浇注系统是指从注塑机唧嘴开始到型腔为止的塑胶流动通道,主要由主流道、分流道、浇口和冷料穴组成。

常见浇口类型有直接浇口﹑侧浇口﹑潜伏式浇口﹑点浇口等多种。设计时应根据产品的不同要求选择合适的浇口类型.尤其当制品外观有要求时,要慎重选择。
成型系统:是产生制品外形和尺寸的系统;包含分型面、胶位面、碰穿面、插穿面、侧抽芯(行位)、镶件和斜顶等结构.
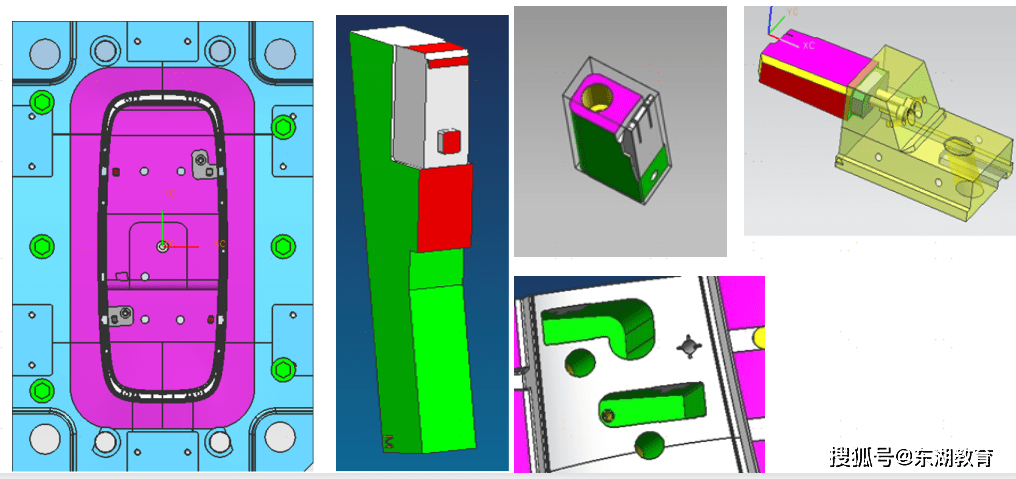
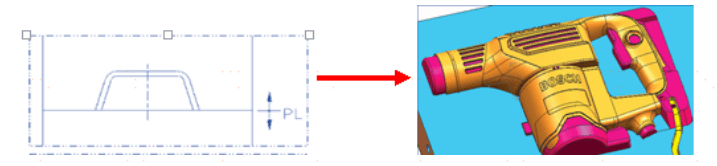
分型面:又称PL面,是将模具分割为动模和定模或凹模和凸模的面,在3D图中以紫色显示。
碰穿面:合模后圆柱部份的另模面碰到而使熔融塑料在此位置不能流动,使产品注塑后形成需要的孔位
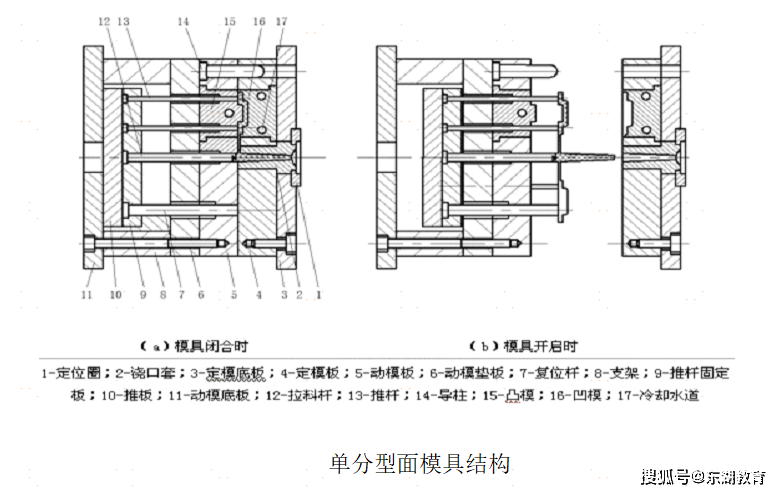
顶出系统:当制品在模具中固化后,需要有一套优先的方式将其从模具中顶出,而且在顶出中不能出现顶白、制品变形、破裂等损坏制品的现象,这套系统被称为顶出系统。
顶出的主要形式:圆顶针(推杆)、扁顶针(推杆)、顶管(司筒)、顶出块、脱料板、斜顶等。
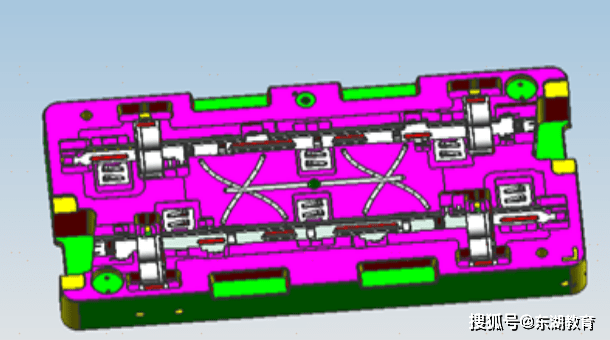
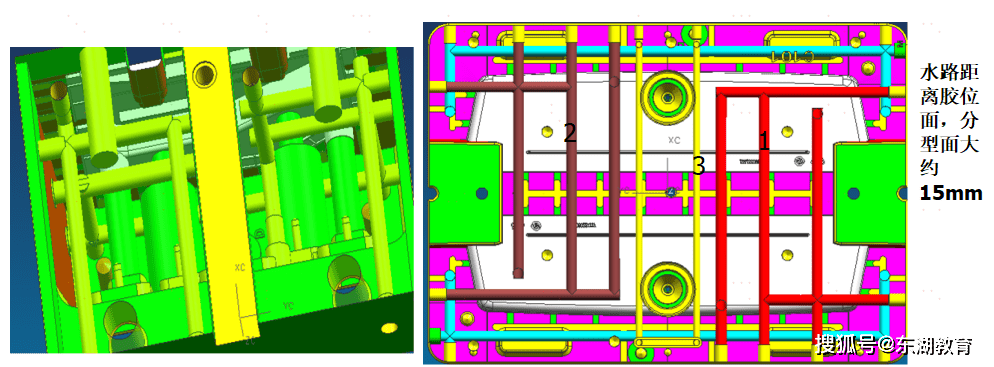
冷却系统:为了满足注塑工艺对模具的温度要求,必须对模具温度进行控制,所以模具常常设有冷却系统并在模具内或四周安装加热元件。冷却系统一般是在模具上开设冷却水道。
导向与定位系统的作用:保证模具在进行装配和调模试机的时候,保证凹凸模之间一定的方向和位置。导向与定位系统包含导柱、导套、凸台等。